Photographic sequence of assembling a Banana Van Kit
Photos by Tony Simms
In 2002, the 2mm Scale Association introduced an etched kit for a Banana Van. This sequence of pictures shows the assembly of this kit. The assembly is similar to that of a number of 2mm kits, so shows the general approach for other models.
This article is under construction; we will be adding more details of body construction later.
The following parts from the Association shop were used:
- Body 2-563 Banana Van
- Chassis 2-354 BR 4-shoe fitted
- Vacuum Cylinder 2-346
- Buffers 2-443
- Wheel bearings 2-041
- Wheels 2-205
The underframe consists of a central floor unit, which carries the W-irons. The brake gear is a second component which aligns on slots in the floor. To this basic structure is added solebar (double thickness) overlays, and axle boxes (triple thickness).
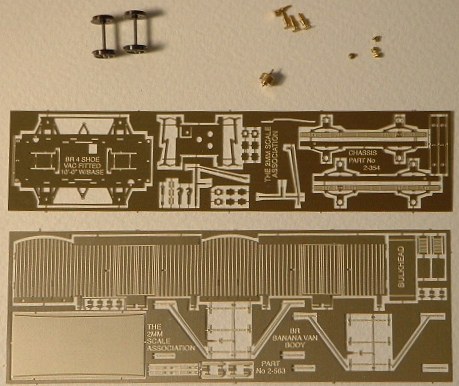
Photo 1. Components to make the kit. Etches for body and chassis, 4 wheels on axles, vaccuum brake cylinder, buffers and wheel bearings.
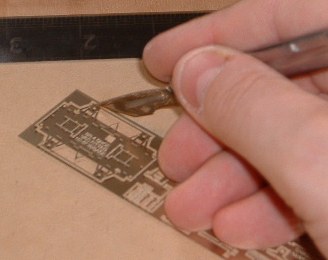
Photo 2. Separating the underframe from the etch with a craft knife on a hard surface. (Use an old but reasonably sharp blade).

Photo 3. Chassis floor with W irons (left) and brake components (right). This picture shows the main components of a typical 2mm wagon underframe. The floor unit contains the W irons and buffer beam supports. Note numerous slots and cutouts which are used to align components during assembly.
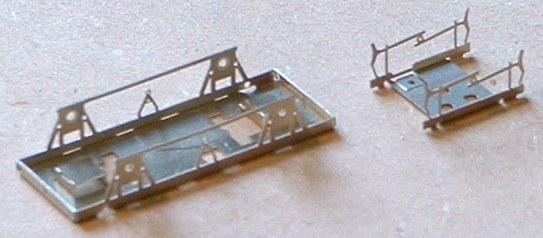
Photo 4. W-iron and buffer beam folded from floor. Brake components folded to shape. Note tab on brake gear floor to support vaccuum cylinder. The brake etch is handed (cam side and non-cam side). To help maintain correct orientation, the tabs which engage in the floor are of different sizes. The rear face of the W irons have recesses in which the wheel bearing sit.

Photo 5. Soldering wheel bearings into the W-iron.

Photo 6. Bearings fitted to all W-irons. The blocks between the W-irons are to support DG couplings.
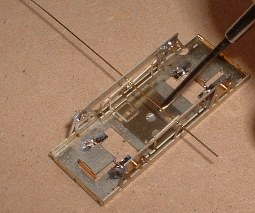
Photo 6. Locating the brake etch with a piece of brass wire to ensure V-hangers and brake gear align, prior to soldering floor of brake gear to floor of wagon.
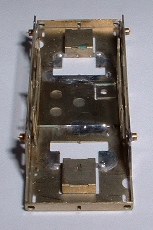
Photo 7. W-irons folded from floor, brake etch soldered to floor. Bearings fitted to W-irons. The folded boxes at the ends are to support DG couplings.
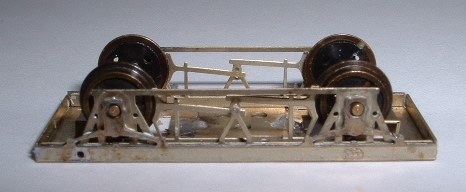
Photo 8. Sole bar and spring etch added to W irons.
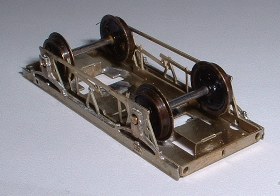
Photo 9. Diagonal view of Photo 8.

Photo 10. Addition of axle boxes, brake levers, brake rods and brake cylinder.
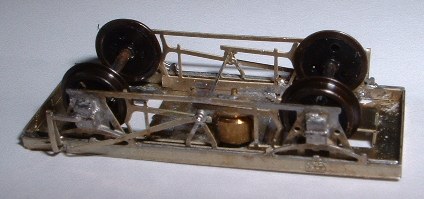
Photo 11. Chassis upside down showing details

Photo 12. Body Assembled with straping, door bangers, end stanchions.

Photo 13. Body united with chassis. Requires buffers and couplings to complete.

Photo 14. Side view of finished wagon.

Photo 15. Workshop required for constructing the model.
